一、概述:
随着汽车的排放要求要达到欧四标准,原来的铁油箱达不到,代替他的产品就是铝镁油箱,松正公司开发的这条焊接生产线符合目前的生产工艺要求,主要产品有断盖成型,卷园,直缝焊接,端盖缩口,装配,环峰焊接试压等组成。
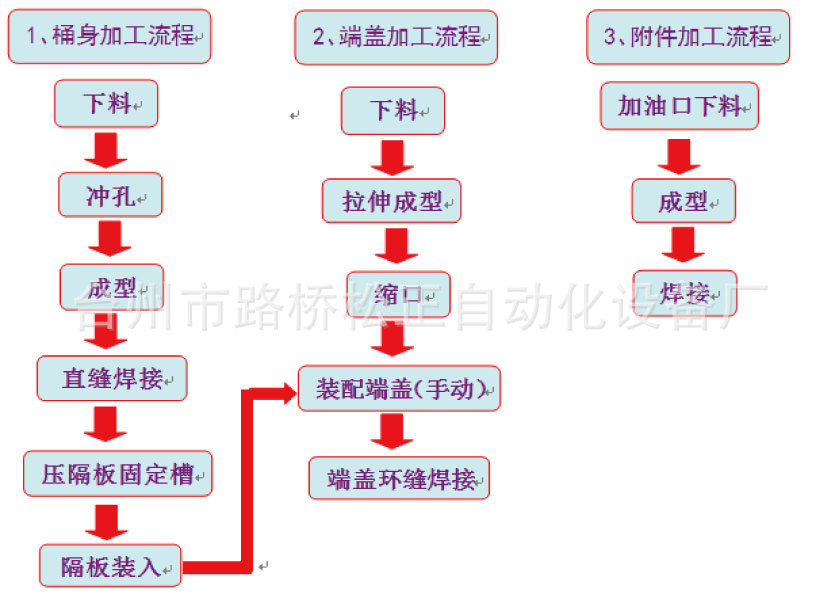
二,工艺流程图
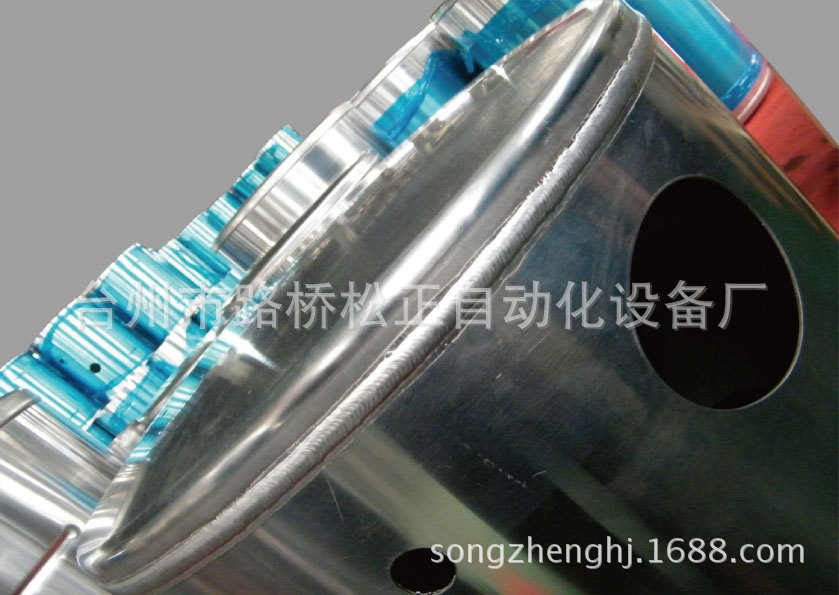
二、产品成型图片(仅供参考)

车间平面图

三、方形 圆形油箱设备主要参数
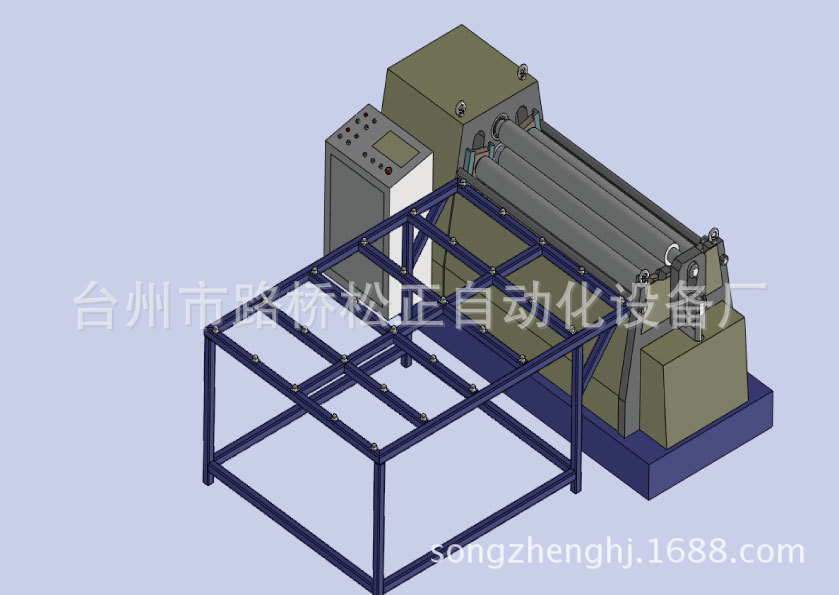
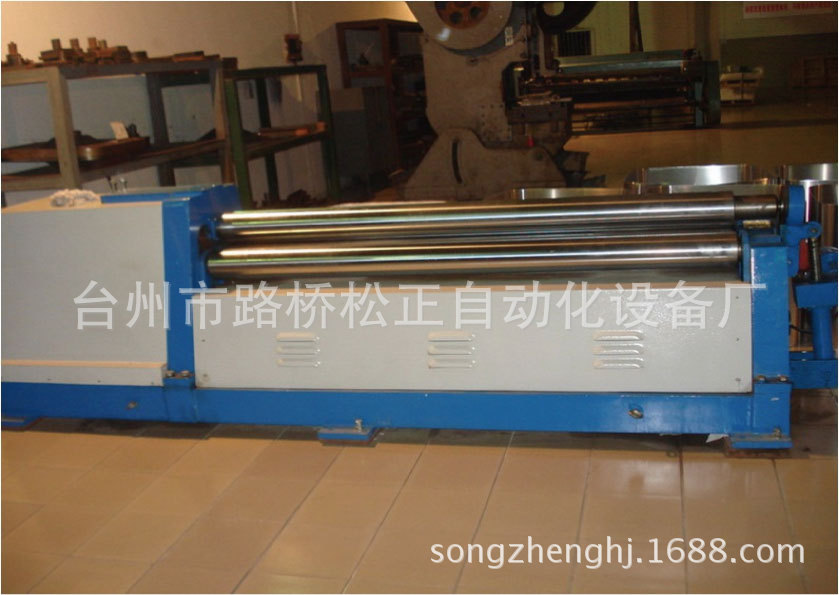
(一)方形数控卷板机
1、工艺流程
铝板放上滚筒线上 →启动 →上下辊 压紧工件→工件前进(可调)→ 前面辊上升,卷好一边下降→工件再前进(可调)→前面辊上升,卷好一边下降→重复→压紧放松→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大卷板尺寸
|
750*750
|
|
2
|
最小卷板尺寸
|
400*400
|
|
3
|
最长卷板长度
|
1600
|
|
4
|
最大卷板厚度.最小卷板厚度
|
≦4. ≧2
|
|
5
|
额定输入电压
|
AC380V 3相
|
|
6
|
频率
|
50HZ
|
|
7
|
额定输入容量
|
|
|
8
|
重量
|
|
3、设备图片(仅供参考)

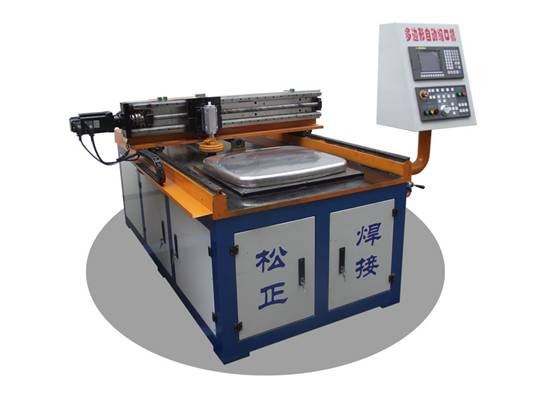
(二)数控多边形缩口机
1、工艺流程
盖子放在夹具上 →启动 →夹紧工件→滚轮顺着工件旋转前进→ 前进到尺寸→滚轮停止,复位→放松工件→取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大缩口尺寸
|
750*750
|
|
2
|
最长工件高度
|
100
|
|
3
|
缩口最大压力
|
8kgf/cm
|
|
4
|
缩口速度
|
0-3000mm
|
|
5
|
电压
|
|
|
6
|
功率
|
|
3、设备图片(仅供参考)


(三)隔板压装机
1、工艺流程
筒体放上工装板→放上格板 →下压紧格板→点焊固定→ 油缸上升→翻转另一头,重复上次动作→压紧放松→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大压装尺寸
|
800
|
|
2
|
最高工件高度
|
1800
|
|
5
|
电压
|
380v
|
|
6
|
功率
|
|
3、设备图片(仅供参考)

(四)方形端盖压装机
1、工艺流程
格板装好的工件放入工装上 →俩端盖放在俩头夹具中→启动,压紧端盖,点焊上→压紧放松→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大装配尺寸
|
750*750
|
|
2
|
最小装配尺寸
|
500
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-1200mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
|
3、设备图片(仅供参考)
(五)园形端盖压装机
1、工艺流程
格板装好的工件放入工装上 →俩端盖放在俩头夹具中→启动,压紧端盖,点焊上→压紧放松→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大装配尺寸
|
750*750
|
|
2
|
最小装配尺寸
|
500
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-1200mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
|
3、设备图片(仅供参考)

(六)直缝焊机(zf-1500)
1、工艺流程
卷好工件放入托架上→装好工件→启动→焊枪下降→点火焊接→焊接完成,焊枪上升,复位→松开工件,取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大焊接尺寸
|
800
|
|
2
|
最小焊接尺寸
|
300
|
|
3
|
最长工件长度
|
1500
|
|
4
|
速度
|
0-800mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
1kw
|
3、设备图片(仅供参考)

(七)圆形环缝缝焊机(HF-2000)
1、工艺流程
组装好工件放入工装中→启动→压紧工件→焊枪下降,托架下降→点火焊接,焊接完成→焊枪上升,托架上升→放松工件→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大焊接尺寸
|
800
|
|
2
|
最小涨形尺寸
|
500
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-800mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
10kw
|
3、设备图片(仅供参考)

(八)方形,D形环缝缝焊机(THF-2000)
1、工艺流程
组装好工件放入工装中→启动→压紧工件→焊枪下降,托架下降→点火焊接,焊接完成→焊枪上升,托架上升→放松工件→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大焊接尺寸
|
800*800
|
|
2
|
最小涨形尺寸
|
500*500
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-800mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
10kw
|
3、设备图片(仅供参考)

(九)机器人环缝缝焊机(THF-2000)
1、工艺流程
组装好工件放入工装中→启动→压紧工件→焊枪下降,托架下降→点火焊接,焊接完成→焊枪上升,托架上升→放松工件→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大涨形尺寸
|
800*800
|
|
2
|
最小涨形尺寸
|
500*500
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-200mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
10kw
|
3、设备图片(仅供参考)

(十)加油口机器人焊接机(THF-2000)
1、工艺流程
组装好工件放入工装中→启动→压紧工件→焊枪下降,托架下降→点火焊接,焊接完成→焊枪上升,托架上升→放松工件→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大焊接尺寸
|
800*800
|
|
2
|
最小涨形尺寸
|
500*500
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-200mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
11kw
|
|
7
|
涨形最大压力
|
200吨
|
3、设备图片(仅供参考)

(十一)端盖成型设备
1、工艺流程
焊好工件放入工装中→启动→液压涨紧→液压放松→ 取下工件→依次循环
2、设备参数
|
序号
|
项 目
|
基本参数(mm)
|
|
1
|
最大涨形尺寸
|
710*710
|
|
2
|
最小涨形尺寸
|
690*690
|
|
3
|
最大工件长度
|
1500
|
|
4
|
速度
|
0-200mm
|
|
5
|
电压
|
380v.50HZ
|
|
6
|
功率
|
11kw
|
|
7
|
涨形最大压力
|
200吨
|
3、设备图片(仅供参考)