灭火器灌装生产线
一 、概 述
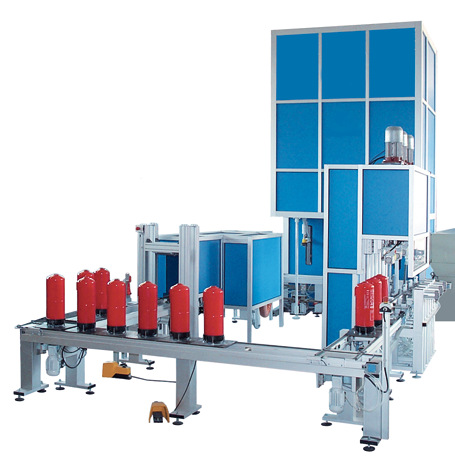
灭火器自动灌装生产线,是我公司科研人员参照国内外灭火器生产
的要求和特点设计、制造的新产品,它的成功标志着消防灌装自动化步入了一
个新台阶。自动生产线配置相关高精度传感器,在可编程序控制器(PLC)的控
制下,对速度、位置、重量、扭矩、密封性等各项参数进行测试和监控,形成
闭环控制系统。而各工位传递、动作采用气压传动控制,实现了光、机、电、
气、动于一体的自动化设备。该产品主要由以下单元组成:托辊输送机、原装
剂源装置、粗灌、精灌系统、振动装阀、瓶阀旋紧、加压工位、泄漏检查、贴
标签或丝带打印等,其各组成部分,既可做为一个独立单元工作,又能有机结
合在一起,生成一条自动化的生产线。节省人力、产出量高,每条生产线只需
2-3 人即可完成组装工作。
主要产品有高精度灭火器自动灌装生产线,双工位自动灌装生产线,单工位灌装机。

一 、概 述
高精度灭火器自动灌装生产线,是我公司科研人员参照国内外灭火器生产的要求和特点设计、制造的新产品,它的成功标志着消防灌装自动化步入了一个新台阶。自动生产线配置相关高精度传感器,在可编程序控制器(PLC)的控制下,对速度、位置、重量、扭矩、密封性等各项参数进行测试和监控,形成闭环控制系统。而各工位传递、动作采用气压传动控制,实现了光、机、电、气、动于一体的自动化设备。该产品主要由以下单元组成:托辊输送机、原装剂源装置、粗灌、精灌系统、振动装阀、瓶阀旋紧、加压工位、泄漏检查、贴标签或丝带打印等,其各组成部分,既可做为一个独立单元工作,又能有机结合在一起,生成一条自动化的生产线。节省人力、产出量高,每条生产线只需2-3 人即可完成组装工作。
二:组成部分:
粉袋架,隔离房 →上料机械手 →去皮 → 快速灌装1
→快速灌装2 → 精灌 →吸尘工位→自动插阀→瓶阀旋紧→翻转 → 充气
1、干粉快速灌装部分 该部分采用真空射流方式在密闭管道内实现快速填充,具有自动灌装和计量,灌装的速度决于干粉的密度,一般为额定灌装量的80%-95%。
2、干粉精装部分 该部分是在粗灌完成的基础上,采用螺旋输送方式精确控制达到灌装的精度要求。并且能够除去瓶口螺纹处吸附粉尘,为安装阀门做好清理事项。
3、人工把喷粉阀插入瓶内,并将阀和瓶的丝扣旋接。
4、瓶阀旋紧部分 在视觉型传感器引导下准确卡住瓶阀,自动定位。在智能仪表控制下,控制旋紧扭力值。可调节扭矩为<150N.m。
5、翻转工位 用于松动瓶内干粉。翻转角度<180°。
6、气体灌装部分 利用上下定位校准被充装灭火器位置进而充气。由于灭火器的大小不同,可以适当调整上下距离。充气压力为≤2.0MPa。预留两个接口,氮气一个,混合气一个。
7、输送线总成 速度6米/分。
8、电气布局合理。
二、简易灌装线
GZ-1双工位自动灌装生产线
概述:
这是松正公司针对灭火器干粉灌装新开发的一条简易,集粗灌装,精灌装,输送线,自动插管,拧紧,充气一体的一条干粉灌装自动化生产线,是新的一种灌装理念。整条生产线只需2人操作,每小时可以完成100具整机,是理想的一条简易的双工位,一次灌装,灌装精度高,用人少的自动化灌装生产线。
一、高精度灭火器干粉自动灌装生

2.工艺流程
放上工件 → 启动→ 压紧,真空灌装→完成,换另一个灌装 →灌装完成,松开工件,取下工件 →依次循环
3. 设备参数
|
序号
|
名称
|
设备参数(mm)
|
|
1
|
最大直径
|
200
|
|
2
|
最大直径
|
90
|
|
3
|
最高高度
|
600
|
|
4
|
灌装功效
|
250-300只每小时
|
|
5
|
额定输入电压
|
AC380V 3 phase
|
|
6
|
频率
|
50HZ
|
|
7
|
功率
|
3KW
|
灌装系统

 2)自动插管,拧紧,充气一体机
2)自动插管,拧紧,充气一体机

三, 单机灌装机(GZ-1型)

GZ-1型干粉灌装机是我厂参照国内外粉类灌装机的优点结合实际灌装的特点,开发设计的新产品采用了真空射流技术,将干粉快速吸入被装筒体,配备高精度的T3806型称重显示仪使其灌装具备了自动化计量化同时利用真空所产生的负压对过滤器上的残余粉尘进行清除。本机集电子电器机械于一体,从而减轻了劳动强度改善了工作环境具有体积小、重量轻、能耗低、移动方便、操作简单、使用寿命长等特点,特别适用于干粉灭火器的粉灌装,也是其它粉类灌装行业的理想设备。
一、主要技术参数
体积:长×宽×高(1130mmх520mmх1350mm)
重量:200kg
电压:AC220V? 50Hz
功率:1.5Kw
灌装精度:1kg≦±0.015
灌装速度:20-30kg/min
GZ-1型干粉灌装机选用了1.5千瓦德国贝克真空泵,它既能满足各种粉灭火器的灌装,











